金属材料种类不同、轧制方法不同、轧机不同,对轧辊v大发彩神8iii特性要求也不同。因此轧辊的种类很多。轧机也因金属材料成形后形状的不同(板、管、棒、线)而不同。有的轧机安装了不同种类的轧辊,在轧制中使用不同类别的轧辊。以下主要对热轧薄钢板轧机用的、与轧件直接接触的工作辊进行说明。

1、轧辊制造方法
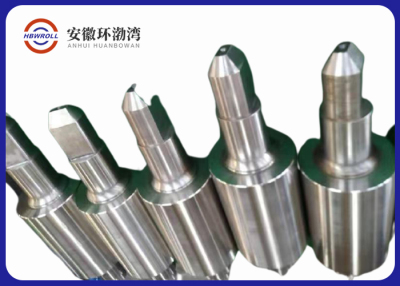
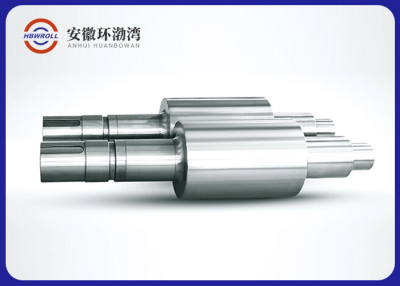
轧钢生产用的轧辊可用锻造、铸造、粉末烧结等方法制造。热轧工作辊主要是铸造轧辊。过去的轧辊不是复合结构,而是单一材质。为使轧辊高性能化,轧辊发展为外层材质自由度高的复合结构轧辊。复合轧辊的铸造方法主要是离心铸造法和连续浇注成形复合法。离心铸造法轧辊内层是球墨铸铁,连续浇注成形复合法轧辊内层是铸钢。冷轧工作辊主要是锻造轧辊。铸造轧辊、锻造轧辊都有多种材质。根据材质采用相应的轧辊制造方法。轧辊在轧制使用后由于磨耗、磨损使轧辊表面性状发生变化,这时用研削等方法将轧辊表面的劣化层去除后可继续使用。
2、热带轧机轧辊性能要求
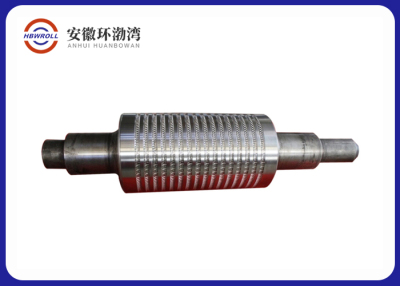
热轧带钢机组分为粗轧段、精轧段。精轧段又分为前段和后段。因为热轧是在高温下进行的轧制,所以要求轧辊具有高温下的耐磨耗性。因此轧辊主要用材是含有大量碳化物的铸造材料。粗轧段轧辊的轧制负荷大、热负荷也大,所以轧辊用材应是含有大量碳化物的铸造材料。但从精轧开始,可以将各机座轧辊的用材改变为碳化物含量较少的材料。利用碳化物的铸造轧辊一般是具有复合结构的轧辊。轧辊外层选用硬质材质,以使轧辊外层具有耐磨耗性和抗桔皮性。轧辊内层选用强韧性的材质,以使轧辊不因扭矩和压下力而发生折断。粗轧段的压下率大、轧制负荷大、轧材温度高,所以粗轧辊使用强度高、耐热性好的材质。而精轧轧辊使用耐磨性和抗桔皮性好的材质。此外,精轧后段用轧辊还要具有耐事故性的材质。即在精轧后段发生轧制事故时,轧辊不产生深裂纹而导致损坏的特性。
3、轧辊用钢发展方向
精轧机组前段轧辊强调耐磨性和抗桔皮性,过去使用高Cr铸铁材质轧辊,但从20世纪90年代开始使用高速钢材质轧辊。现在日本的精轧机组前段轧辊基本上使用高速钢材质轧辊。目前高速钢材质轧辊的使用不断扩大,但在不同国家和地区,高速钢材质轧辊的使用率有一定差别。高Cr铸铁主要作为冷作耐磨铸铁用于各种用途。刀具高速工具钢的碳含量约为1%,而铸造轧辊用高速钢的碳含量较多,约为2%。粗轧段轧辊材料为高速钢,也利用高硬度的碳化物获得耐磨性,为此,也提高碳含量。添加Mo、W,使钢在回火时基体产生二次硬化,提高耐热耐磨性。这种做法轧辊高速钢和高速工具钢是相同的。精轧后段的轧辊要求具有良好的耐磨性和抗桔皮性。过去用材是高合金钢。高速钢的耐磨性是高Cr铸铁和高合金钢的3-5倍,所以精轧后段轧辊也改用高速钢。但在最后一架精轧机没有改用高速钢,原因是最后一架精轧机会发生轧制事故引起轧辊裂纹损坏的问题,高速钢轧辊的裂纹损坏程度和抗事故性都不如高合金轧辊。为了提高高合金轧辊的耐磨性,在钢中添加V等合金元素,利用高硬度碳化物MC提高耐磨性,这种轧辊是改进型高合金轧辊。高合金轧辊和改进型高合金轧辊的C含量较高,为3%左右,所以,改进型高合金轧辊中的碳化物,除了MC,主要是渗碳体。此外,改进型高合金轧辊的组织中有面积率为百分之几的石墨,在轧制事故发生时,可对钢板热黏结起润滑作用。此外,还有在改进型高合金轧辊用钢中添加4%左右的Ni,使基体形成贝氏体或马氏体,提高基体的耐磨性。精轧前段轧辊因使用高速钢提高了轧制效率。但后段使用改进型高合金轧辊,存在轧制效率低的问题。目前正在进行更优良性能改进型高合金轧辊的开发。